The Eastwood Service PlanProtect your purchase with comprehensive coverage24/7 supportNo deductibles, no additional feesParts & labor costs includedTransferable coverage and more
The Eastwood Service Plan*
Protect your purchases and enjoy the benefits:
24/7 support
No deductibles, no additional fees
Parts & labor costs included
Transferable coverage and more
Rest assured that your product is covered. The plan begins once your
manufacturer`s warranty ends.
Your service plan documents will be emailed to you within 2 days of purchase.
*Not all shipping states are eligible for Eastwood Service Plan coverage. You will be prompted
during checkout if your selected shipping state is ineligible.
100% Satisfaction Guarantee Since 1978 We stand behind our solutions and customers.
• Lifetime Tech Support
100% Satisfaction Guarantee Since 1978
We stand behind our solutions and customers.
This product carries a 90-day 100% Satisfaction Guarantee.
At Eastwood we care about your DIY automotive projects and want you to be
100% satisfied with our products. That's how we've done business since 1978.
If within 90 days of purchase you are dissatisfied with a purchase
from Eastwood, you may return and receive a refund or replacement.
Beyond 90 days, a credit may be offered instead of a full refund.
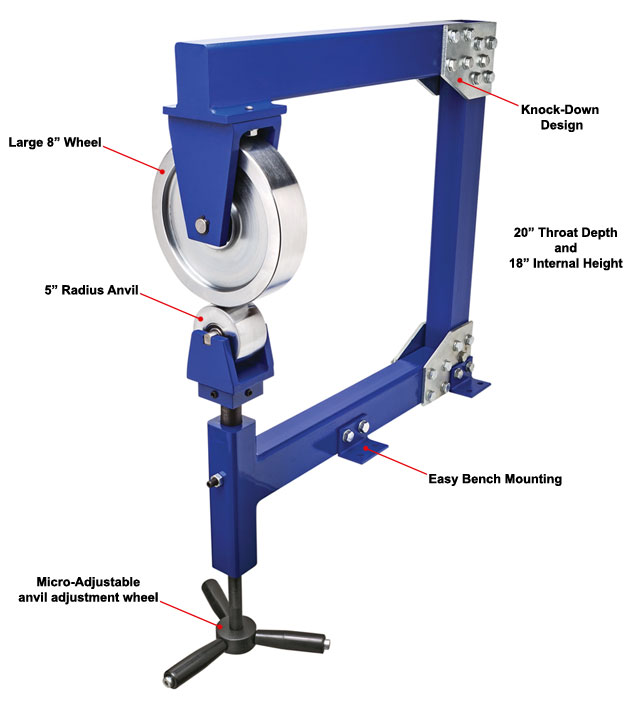
Fabricating compound curves in metal work pieces is easier when you do it on Eastwood's Benchtop English Wheel.
The Eastwood Benchtop English Wheel Features:
20" throat and 18" internal height
Includes large 8" wheel and 5"-radius anvil wheel
Micro-adjustable anvil adjustment wheel
For metal fabrication of auto panels and general metal-shaping, our Benchtop English Wheel helps you easily and efficiently custom-form shapes in up to 16-gauge steel.
Rigid Construction with a 20" Throat Depth
The 20" throat and 18" internal height make this unit one of the largest bench-top English Wheels on the market. Large 8" wheel and 5" radius anvil wheel offer unsurpassed forming ability. Rigid frame is fabricated like large bridge spans, with doubler plates and structural hardware, offering the most rigid frame in its class. Micro-adjustable anvil adjustment wheel. X and Y axis adjustment on the large forming wheel allows even the most experienced fabricator the adjustability to set up the wheel to personal preference. Structural frame is fabricated from 2"x3"x0.187"-wall cold-rolled steel and high-tensile-strength hardware.
Warranty
1 Year Warranty
In the Box
Contents
Includes frame, tensioner, 5-inch-radius anvil and 8-inch wheel
Always wear eye and hand protection when using an English wheel.
Accessories
Eastwood Benchtop English Wheel Sheet Metal Planishing Anvil Shrinker Stretcher Hammer English Shaping Sturdy Workbench
Application Tips
For metal fabrication of auto panels and general metal shaping, our Benchtop English Wheel helps you easily and efficiently shrink, stretch and custom-form shapes in up to 16-gauge steel.
Reviews
Rated 5 out of
5 by
JJJJ from
Bench open English WheelWell built.. would buy again.. Am very satisfied with this product..
Date published: 2018-08-28
Rated 5 out of
5 by
RCP2 from
Great little wheelI run 18ga metal through this, and it takes the abuse. It's fun and relaxing.
Date published: 2017-08-11
Rated 4 out of
5 by
slammed 50 from
niceThis is a well built piece of equipment that was easy to assemble and works great
Date published: 2014-11-23
Rated 4 out of
5 by
Anonymous from
Good productMissing 4 washers also, used it for a half hour performed pretty good. it a nice piece for the backyard restorer.
Date published: 2013-12-21
Rated 4 out of
5 by
Anonymous from
nice overallgenerally good quality (missing 4 washers, but not a major problem).
Instructions need improvement. If you follow the instructions and install the wheel before the anvil, then you will have to uninstall the wheel so that you can install the anvil, then reinstall the wheel.
Also, the instructions say "The wheel/anvil orentiation is easily reconfigurable" - NOT - unless "easily" means 10-15 minutes
Are the anvils that are included in this English wheel sufficient to mold a piece of door skin made up of 18 gauge steel?
Asked by: Lou9670
Yes, that would be no problem for the wheel.
Answered by: Nick BC
Date published: 2023-03-22
The bottom wheel is not in line with to top, are the four set screws below for truing?
The set screw for the height adj. is sensitive. Too tight and it obviously drags, too loose and the bottom wheel rotates side to side a great deal?
Asked by: mfran
My lower anvil has a TON of play (side to side) as well.
Answered by: Nairz
Date published: 2023-12-30
I have the first / older version of a eastwood English wheel , would the new style anvils work for it ?
Asked by: Jozeph142
Yes they will fit. The axle width is 1/2"
Answered by: vince
Date published: 2022-06-19
Can Do ship to japan? If can how much?
Is it only 1 anvil(5inch) wheel include?
Asked by: Pathum
We can't dropship this item to Japan.
Answered by: SeanW
Date published: 2022-10-01
Will this actually handle 16 gauge metal?
Asked by: Rich
Yes, this unit will work with 16 gauge metal and thinner.
Answered by: Kelly H
Date published: 2021-05-09
Will this actually form 16 gauge metal?I looks too light weight.
Asked by: Rich
This tool is designed to form 16 gauge metal. However, since it is the max for the tool it will be more difficult to work than when doing lighter gauge sheet metal.
Answered by: ZachC
Date published: 2021-05-09
Can you ship this to an APO, AE address?
Asked by: Outlaw4shrt
Please contact our Sales team at: 800-343-9353 or by emailing them at: help@eastwood.com
Answered by: Kelly H
Date published: 2019-08-16
What is the finish on the anvils? Smooth enough to roll aluminum without marking the surface? What is the expected runout (in thousandths of an inch) on the wheel and anvils.
Asked by: Bagarre
the wheels are very smooth but you will see forming marks in both aluminum and steel. it will not gouge in any way though, the runout will be less than .005" of an inch.