
The quest for seamless body repairs eludes many DIYers when they face the menace of welder blow-through. The problem occurs when a weld penetrates completely through the material, either leaving a hole or enlarging the weld area. This is a common issue, especially when welding thin materials like patch panels or other forms of sheet metal. The inherent delicacy of these materials requires a steady hand and spot-on welder settings to achieve favorable results.
Several factors can cause a weld seam to burn through. These include excessive heat, incorrect welding technique, improper gas flow or composition, and insufficient heat capacity. Knowing these factors in advance can help prevent making a mess of your project, but mistakes can still happen. Fortunately, there are also ways to fix a blown-through weld if you catch the problem quickly enough.

Preventing Blow-through
Practice and build experience – Develop your welding skills with practice. Experience and muscle memory is crucial for mastering the control needed to avoid blow-through on thin materials.
Concentrate on welding technique – Ensure your basic welder settings are correct for your material and that you’re using the correct shielding gas at the right flow rate. Maintain a consistent gun angle, travel speed, and distance from your workpiece to control heat input and penetration.
Pulse welding – Pulse welding (dropping short bursts of welding wire) can help control heat input and reduce the likelihood of blow-through, especially on thinner-gauge materials.

Preventative measures – Choose a smaller wire diameter to match the thickness of the sheet metal being welded. Make sure your weld gap is as small as possible, less than 1/8” ideally. A non-ferrous backing bar or spot weld pliers can provide material support and absorb more heat to minimize burning through.
Adjust your settings– Lower the current and/or wire feed speed to reduce heat input if all the above efforts still result in holes.
Correcting Blow-through
Material buildup – If you catch a blow hole before it gets too large, you can often close it over by tacking material back in place. A series of short tacks will build up new metal by attaching it to existing material. The key is to let the tacks cool briefly between pulses to prevent heat building up again. Placing a copper backing plate behind the weld area will absorb some of the heat. Add small dabs of new material around the perimeter of the hole until it closes over.
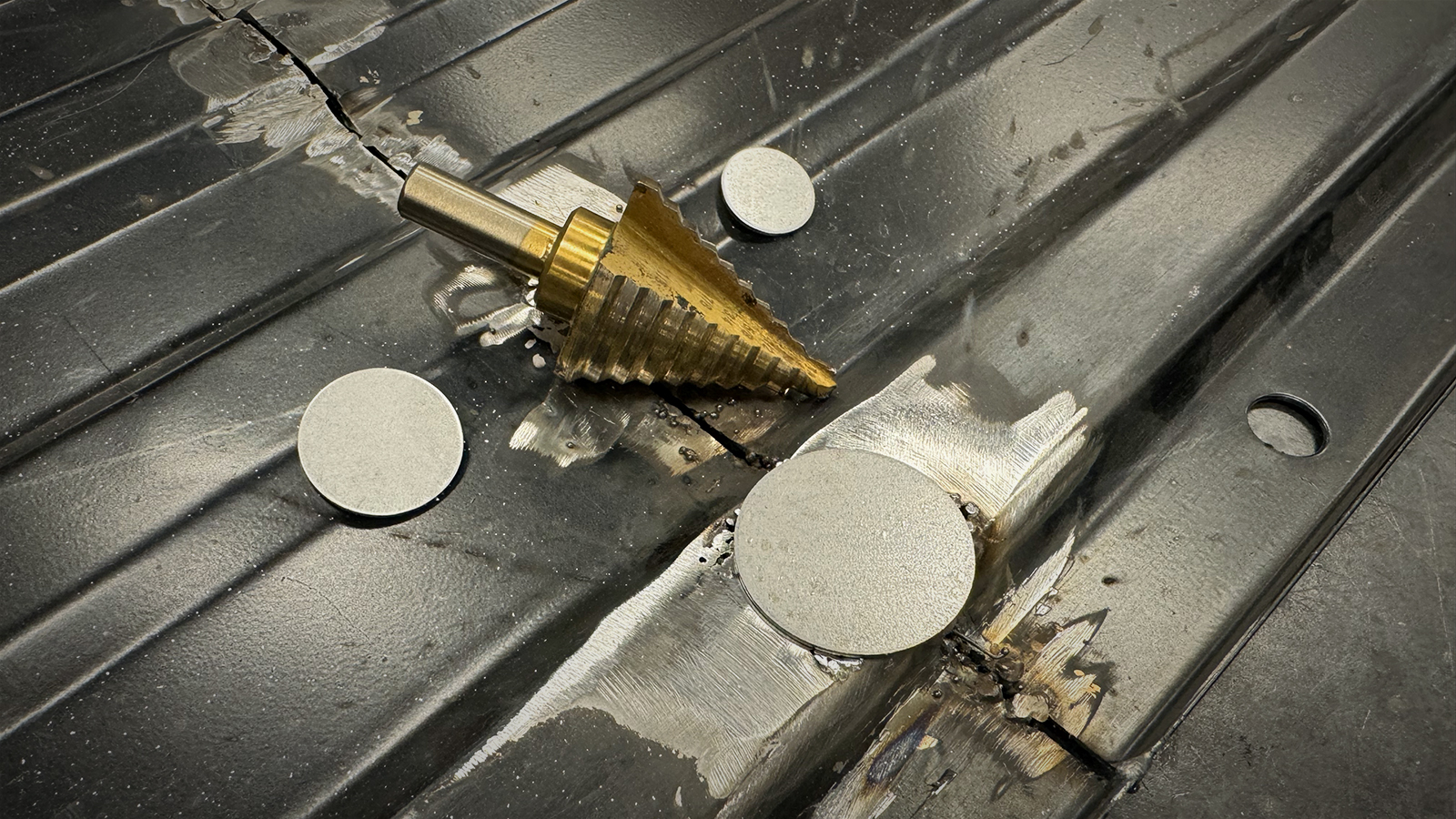
Sheet metal patch – If you lose control of the blow-through altogether, you may need to remove the damaged area entirely and start over. Grind out the damage and cut a patch panel from another piece of sheet metal just large enough to make the repair. Another option is to drill out the damage with a step-style drill bit. You can then weld in a pre-fab plug-welding blank to stitch in.
In any event, rest assured that blowing through sheet metal is a common occurrence for many welders. Experience will help you prevent it, and skill will help you correct it when it happens.