Guides & Accessories
Instructions
Click here to download product instructions
Safety Information
- Always wear eye protection when operating the Flaring Tool as oils, grease and metal particles may be ejected while the tool is in operation.
- Make sure that the Flaring tool is clamped securely in a vise, keep hands and fingers away from the mating tool faces.
- Wear gloves while operating this tool to avoid cuts from sharp metal edges.
Click here to see safety products
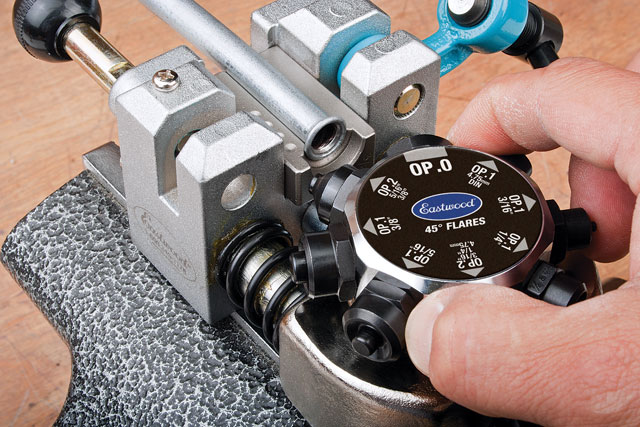
Brake Line Flaring Like a Pro
The Eastwood Pro Brake Flaring Tool lets you create three kinds of precision flares in any of five sizes of tubing in minimal time. A good flare is an essential part of your brake, transmission cooler or fuel lines, as it ensures they will connect solidly without any leaks. This brake line flare tool will pay for itself with the first project, and it'll give you peace of mind knowing that your brake flares are of OEM-precision quality and safety. You don't want to skimp on the brake system of your project or street vehicle! With the right tool, you'll never have to worry about your lines coming up short.
Our flaring tool kit has everything you need to create 45-degree single, double bubble flares in lines or tubing. When you order this Eastwood brake line flaring tool, you’ll also receive five different size dies, a lever handle, instructions and a convenient carrying case. The turret-style head and quick-release T-handle hold your dies in place to ensure no slippage. Order this flaring tool for sale at Eastwood to receive a one-year warranty and expert technical support from people who love DIY automotive work as much as you do.
Never flared a brake line before?
Eastwood has you covered with product instructions, safety recommendations, demonstration videos and other information to help you do quality work in a safe manner. Watch our 3-step flare tubing video tutorial, get a more detailed demonstration of this flaring tool or visit the Eastwood Garage for how-to guides. You can call us toll-free as well to speak with an actual mechanic or DIY expert. High-grade, affordable brake line tools are one of the many ways Eastwood has been making auto restoration and repair easier since 1978.
Accessories
Optional 37 Degree Flare Die Set
Create 37-degree flares with the optional die set used in many custom, hydraulic and military applications where AN- or JIC-type fittings are used. It's a "must have" accessory for custom plumbing and line-fitting on your street rod or hot rod.
Click Here for the Pro Flaring Tool 37 Degree Die Set